









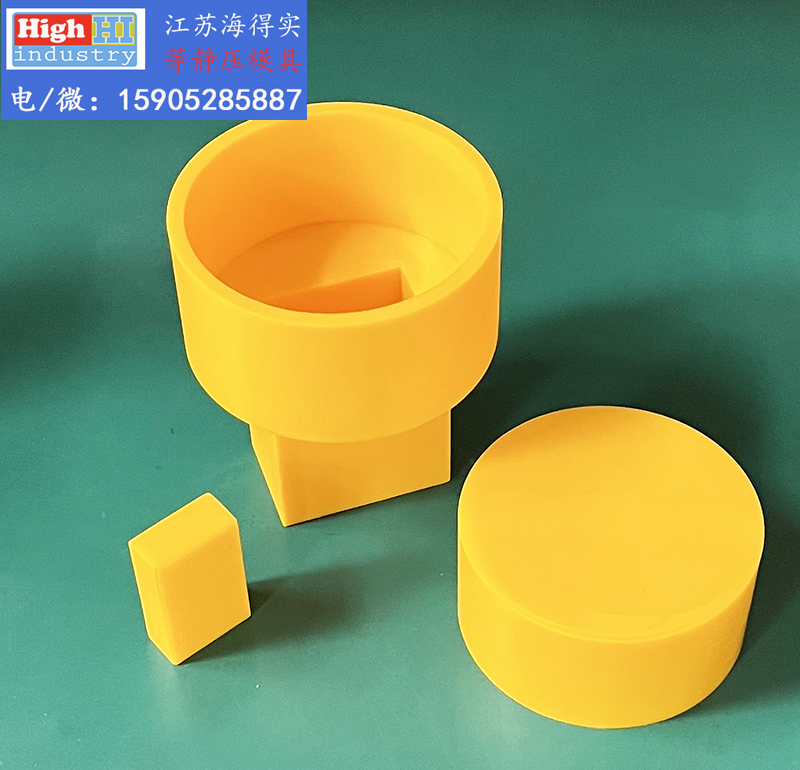
氧化铍等静压成型模具,氧化铍陶瓷等静压成型胶套模具,氧化铍粉体等静压成型模具包套
Categories: 等静压模具,冷等静压胶套
Application: 氧化铍等静压成型模具,氧化铍陶瓷等静压成型胶套模具,氧化铍粉体等静压成型模具包套
InquiryMain description:
氧化铍等静压成型模具,氧化铍陶瓷等静压成型胶套模具,氧化铍粉体等静压成型模具包套,压制氧化锆、95%氧化铝料时为180 - 200MPa。不同的材料,所需成型压力也不同,一般需通过实践或经验来选定。例如,压制高压电瓷塑性料时,最佳压力为100~120MPa,压制氧化锆、95%氧化铝料时为180 - 200MPa。保压时间是根据坯件截面积尺寸大小来确定的,一般为0-5min。对于压制壁厚、尺寸大的坯件,保压可以增加颗粒的塑性变形,从而可提高坯件密度,一般可提高2% - 3%,同时使坯体内外密度均匀一致。泄压速度是一个十分重要的工艺参数,如果泄压速度控制不当,就可能由于压坯的弹性后效、塑性包套的弹性回复、压坯中的气体膨胀等原因而导致坯体开裂。在具体的加压操作过程中,升压、保压、泄压工艺应根据粉末特性、产品形状和尺寸、装料振实密度、包套粉末有无除气、包套壁的厚薄等因素来决定。
.JPG")
.jpg")
.jpg")
.jpg")
.jpg")