等静压陶瓷,先进陶瓷粉体等静压成型胶套包套模具,等静压工装夹具,陶瓷成型技术是陶瓷材料制备的重要工序之一,它是将陶瓷粉体转变成具有一定形状、体积和强度坯体的过程。冷等静压成型是非常重要的陶瓷成型技术,它是在常温下,通过流体介质传递各项同性压力,而使粉料压缩成型的方法。由于与常规成型技术相比,等静压成型具有成型坯体密度高,其坯体密度比普通模压成型高5%~15%;且坯体密度均匀,因此适合于柱状、筒状等长径比大的产品;另外等静压成型制品性能优异,因此等静压成型技术在特种陶瓷制备等领域有重要应用,成功应用于一些大型的、形状复杂的陶瓷制品如陶瓷天线罩、真空灭弧室陶瓷管壳、热电偶保护陶瓷套管、石油钻探用氧化铝或氧化锆陶瓷管、高压钠灯用透明陶瓷套管、高压陶瓷绝缘管、火花塞以及碳素石墨制品等的生产中。1等静压成型工艺等静压成型分为干法和湿法两种工艺。湿法工艺粉料装入塑性袋中,放入液体介质中,和液体直接接触。由于可以根据制品形状任意改变塑性包套的形状和尺寸,可以生产不同形状的制品。.jpg")
液等静压成型有以下特点:(1)压出的生坯密度分布比较均匀,内部结构缺陷较少,这是其他成型工艺无法比拟的。(2)可以生产体积密度受控制的生坯,只要调节液等静压高压容器内的压力,液等静压的压力和生坯的密度成正比。(3)由于高压容器内的压力比一般挤压成型或模压成型高得多,因此可以进行石油焦粉末的无黏结剂成型。(4)可以生产形状比较复杂的产品,如可直接压制球状或管状的生坯。等静压成型的操作比较费事,生产效率较低,因而生产成本高。另外从等静压成型得到的生坯外形多少有些不规则,必须在焙烧或石墨化后进行机械加工,因此成型时设计的模具尺寸要留出生坯热处理时的收缩余量和加工余量。
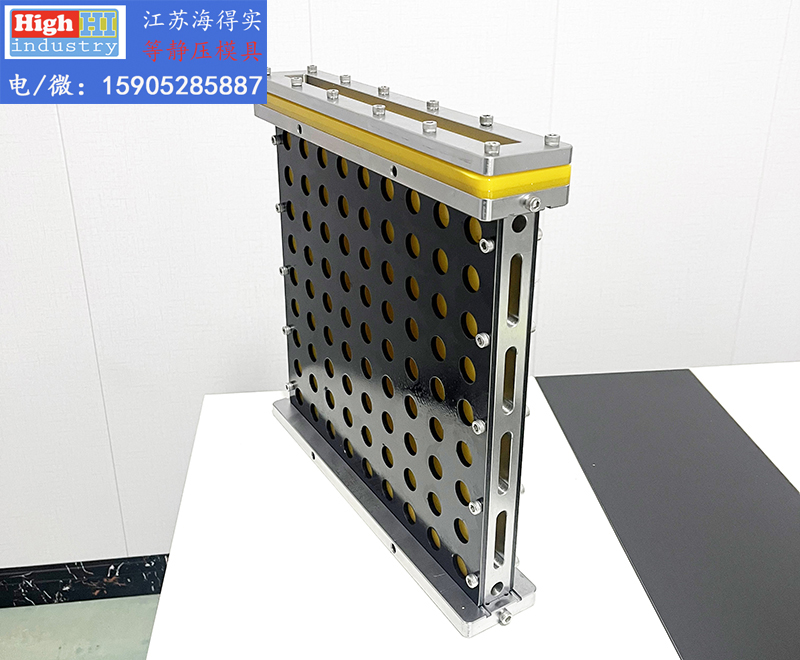
设备液等静压成型设备主要由弹性模具、高压容器、框架和液压系统组成。弹性模具一般用橡胶或树脂合成材料制作,物料颗粒大小和形状对弹性模具寿命有较大影响,模具设计是等静压成型的关键技术问题,弹性模具与制品的尺寸和均质有密切关系。高压容器多数是用高强度合金钢直接铸造后经机床加工而成的厚壁金属简体,足以抵抗强大的液体压力,简体结构也有多数形式,如双层组合简体、预应力钢丝缠绕加固筒体等。液压系统由低压泵、高压泵和增压器及各种阀门组成,开始由流量较大的低压泵供油,达到一定压力后由高压泵供油,并由增压器进一步增加高压容器内的液体压力。液等静压成型设备又分两种类型,即湿袋法冷等静压机和干袋法冷等静压机。
.JPG")
.JPG")
(1)湿袋法冷等静压机。此法将模具悬挂在高压容器内,高压容器根据产品尺寸大小可装入若干个模具,适用于批量小、尺寸不大、外形较复杂的产品。生产炭素制品主要用湿袋法冷等静压机。
(2)干袋法冷等静压机。此法适用于尺寸较大、且生产量大的制品,此时冷等静压机设备也与湿袋法所用冷等静压机有区别。增加了压力冲头、限位器和顶料器,此法将弹性模具固定在高压容器内,用限位器定位,因此又称为固定模法。生产时用压力冲头将料粉装入模具内并封闭上口。加压时,液体介质注入容器内和弹性模具的外表面,对模具加压。脱模时不必取出模具,用顶料机构顶出成型后的生坯,批量生产特种耐火材料多用这种等静压设备。
装料装入模具的原料有多种,如未煅烧过的生石油焦粉末(可不用黏结剂);煅烧过的石油焦粉与沥青混捏成的糊料磨粉后使用;煅烧过的石油焦等deng磨成粉再与粉状沥青混合后使用。不同的原料及配比可以获得不同的成型效果及不同的物理机械性能。装料时应同时振动,使粉状原料在模具内初步密实。装完料后用手工对模具适当整形,然后将模具另一端按上橡胶塞或塑料塞,并用铁丝扎紧,防止液体介质侵入模具。为了使粉料中的气体能在受压时充分排出,预先在粉料中插入排气管,并外接真空泵抽气。生产某些球形产品时,则应先将粉料用模压法预压成球体、再置入相应尺寸的等静压成型的模具内,压制圆柱形制品时的模具结构见图3所示。最后把装好粉料的模具置于高压容器中,密封高压容器入口后进行加压。
联系江苏海得实
电话 15905285887 颜先生
邮箱 cip@highindustryco.com
微信/QQ: 159 0528 5887
等静压模具 等静压胶套 粉体等静压成型模具 聚氨酯包胶 CIP模具 CIP BAGS ISO BAGS 冷等静压聚氨酯包套